Продуктите с пълна глазура са основната тенденция в производството на керамични плочки в страната през последните десет години, а дефектите от отвори в глазурата са най-често срещаните при производството на продукти с пълна глазура и са също така един от производствените дефекти, които е трудно да се избегнат напълно, което директно...влияе върху качеството на глазурата на продукта и отличната скорост на крайния продуктИма много фактори, които причиняват дефекти с отвори, включително заготовки, глазури, параметри на производствения процес и системи за изпичане и др., а глазурите включват пълна глазура и лицева глазура. Тази статия основно изследва влиянието на състава на формулата на лицевата глазура върху дефектите с отвори, обсъжда връзката между съотношението на флюса и общото количество във формулата с широк диапазон на изпичане и широк спектър на приложение, както и връзката между съотношението на материала при висока температура и общия обем, и обсъжда решението за бърз и ефективен контрол и намаляване на дефектите с отвори в глазурата.
Тестът е проведен в известно керамично предприятие в Цинъюан, дължината на пещта е 325 м, цикълът на изпичане е 48 минути, температурата на пръстена е 1166-1168 °C, лицевата глазура е нанесена чрез остъргване, а глазурата е нанесена по метода на глазиране за пълна глазура, като е изчислен броят на дефектите с малки отвори в площ 400 мм × 800 мм. Съставът на зелената маса, пълната глазура и суровините, използвани за глазурата, използвана в теста, са показани в Таблица 1.
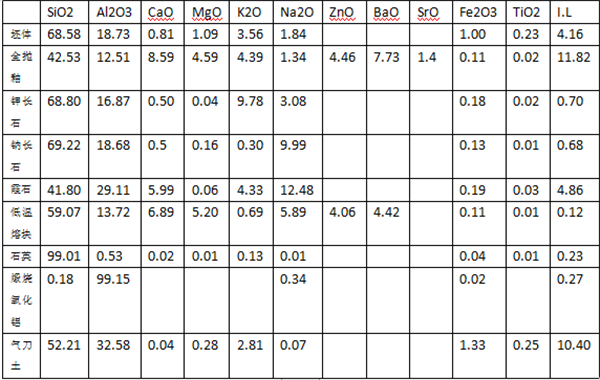
2.1 Тест за влиянието на съотношението на потока и съотношението изгоряла почва/изгорял алуминий върху отворите за микроскопия
Оригинал: албит 12, калиев фелдшпат 31, кварц 20, пръст, използвана за газов нож 10, изгорен алуминий 22, нискотемпературна фрита 3, нефелин 7, циркониев силикат 9.
Разработен е двуфакторен тристепенен тест на базата на оригиналния квадрат, включващ фактор А – съотношение на потока, фактор Б – съотношението изгоряла почва/изгорял алуминий (кварц, газова ножова пръст, количеството на нискотемпературната фрита остава непроменено).
A: калиев фелдшпат, албит за нефелин в съотношение 3:1:3, ниво A1 (албит / калиев фелдшпат / нефелин = 11/28/10), A2 (албит / калиев фелдшпат / нефелин = 10/25/13), A3 (албит / калиев фелдшпат / нефелин = 9/22/16)
B: Изгорял алуминий за изгоряла почва съгласно съотношение 3:5, B1 (изгорял алуминий/изгоряла почва = 19/6), B2 (изгорял алуминий/изгоряла почва = 16/11), B3 (изгорял алуминий/изгоряла почва = 13/16)
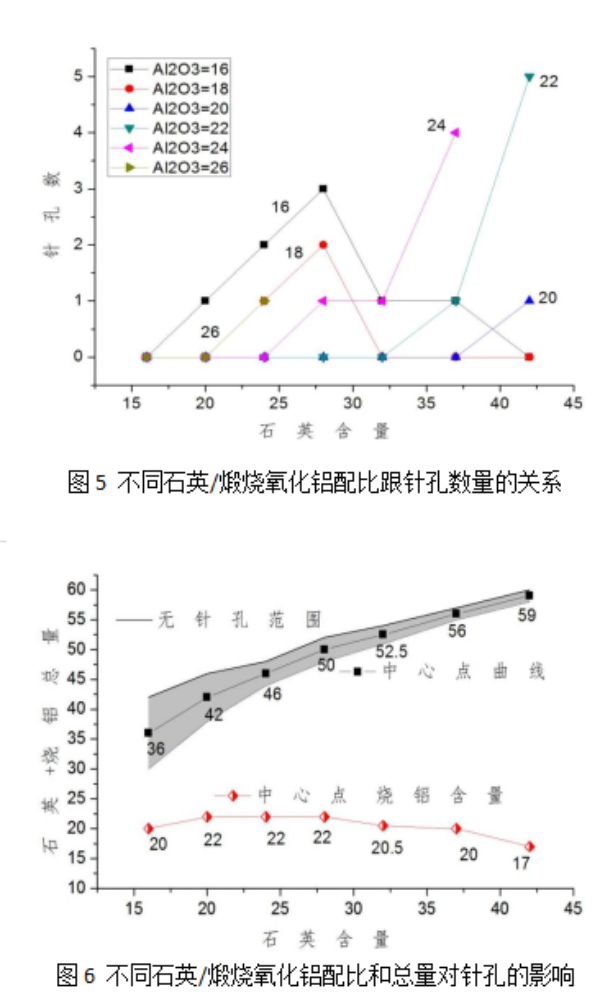
Има много фактори, които причиняват дефекти от дупчици, и е особено важно да се отстранят грешките и да се оптимизира съставът на формулата и широкият диапазон на изпичане на пълноценна глазура без дупчици. С увеличаване на дела на нефелин във формулата на глазурата, делът на калиевия фелдшпат и албита намалява, а дупчиците показват тенденция на намаляване. С увеличаване на дела на изгорялата почва, делът на калцинирания алуминиев оксид намалява, а дупчиците показват тенденция на нарастване и обратно. Колкото повече почва и кварц има във формулата, толкова по-тясна е зоната без дупчици и толкова по-малък е обхватът.прилагане на формулата,Колкото по-голямо е съдържанието на нефелин и калциниран алуминиев оксид, толкова по-широк е обхватът на формулата без дупки и толкова по-широк е обхватът на приложение на формулата.
(1) Отворите за точковидни отвори се разделят на два вида: нискотемпературни отвори и високотемпературни отвори, като общите характеристики на нискотемпературните отвори са: броят на отворите е голям, размерът е малък, придружен от голям брой бодливи дефекти, а глазурата с единично дъно е по същество неабсорбираща или много лека; Общите характеристики на високотемпературните отвори са: броят на отворите е малък, размерът е голям, бодливата топлина е по-малка, придружена от кратерни дефекти, а глазурата с единично дъно е по-силна при абсорбиране на мастило.
(2) При дефекти на отвори в производството, първо е необходимо да се определи дали става въпрос за нискотемпературни или високотемпературни отвори. В зависимост от конкретната ситуация, калцинираният алуминиев оксид е за предпочитане за отстраняване на нискотемпературните отвори, а нефелинът е за предпочитане за обработка на високотемпературните отвори.
(3) Кварцът като високотемпературен материал във формулата на долната глазура за подобряване на температурата на зреене на повърхностната глазура и високотемпературния вискозитет е далеч по-малко очевиден от калцинирания алуминиев оксид, и колкото по-голямо е съдържанието на кварц, толкова по-малка е площта без дупки, толкова по-тесен е обхватът на...прилагане на формулата.
Съдържание от FOSHAN CERAMIC MEGACINE
Време на публикуване: 21 ноември 2022 г.








